

Justifications and cost savings for BunScanners
The most beneficial location for the 1st BunScanner is on the pour line, just downstream of the cut-off saw.
A BunScanner here will:
- Provide near-real-time profile size and shape information directly to the pour head operators
- Produce a hot dimensions record for each bun. This record can be used to calculate bun density, volume, board-feet, etc
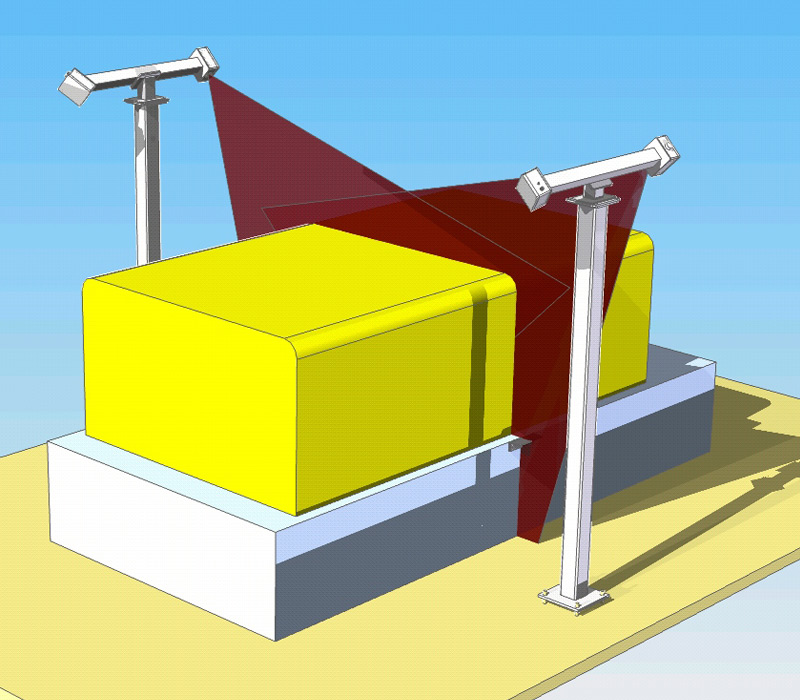
The most beneficial location for a 2nd BunScanner is downstream of the cold chop saw, ie the saw that cuts the cured long buns into short blocks (typically 6-12 long) without removing top or side skins. A BunScanner here will produce a cold dimensions record for each block. This record can be used to:
- Directly compare to the hot dimensions of the same section of the long bun and derive shrinkage ratios. This information allows subsequent pours to be made closer to the minimum required cold block size
- Provide an inventory list of various blocks so that larger-than-nominal blocks and smaller-than-nominal can be used more intelligently without undue rejection or scrap removal
- Provide dimensions to downstream intelligent saw controllers which can maximize the material to be cut from the block
There are other locations where BunScanners can be installed, including:
- Directly in front of an intelligent saw, with a direct dimension file transfer to the saw
- On transfer lines to trucks for delivered size billing
Why Use An Integrator?
Because there are many different laser measurement technologies, each with particular application issues when used for foam measurement, the selection and design of a laser-based measurement system must be made carefully.
Published specifications for laser measurement accuracy should not be taken at face value because actual results in foam measurement applications can be much worse. A properly applied laser based measurement system can achieve comparable measurements to laboratory off-line results with all the advantages of real-time in-process feedback, but an improperly applied system can be a disappointment.
A consultant or system integrator with particular expertise in the application of laser devices to foam dimensional measurement can be of great value to a foam manufacturer when in-process measurement systems are being considered. RangeMetrics is that system integrator.
For more information on foam laser measurement issues, contact us.